My name is Eason. I am a skilled LED strip light extrusion machine sales engineer. I have worked in this industry for more than 7 years. I have two sons. They are very active. I like hiking a lot. I have many times hiked snow mountains and done desert hiking. These trips teach me that small details save lives. I also like riding. In February 2026, I brought my wife and two sons to ride cycles around the island of Hainan. It was a long journey, and we had to check our tires and gears every morning. I also like to play basketball. I enjoy the teamwork and thinking of working for my business team. I have a strong interest in politics and economics. I like reading books to understand the world. I visit different factories almost every week. I have experience in creating products. I know well about the CNC process, hardware process, and surface treatment techniques. I know well about international business practices. I can solve any problems from manufacture to your factory. I have been to many countries for on-site installation and training. I have worked in Saudi Arabia, Russia, Vietnam, the Philippines, Malaysia, Cambodia, and India. I have plenty of experience in this industry.
Today I want to talk about inspections and adjusting material proportions when starting extrusion. This is a very important part of the job. If you get the proportions wrong at the start, you waste a lot of expensive silicone. In my 7 years of work, I have seen many people rush this part. They want to see the final product quickly. But you must be patient. You must check the top and the bottom of the profile. In the video, we look at a profile where the top is shrinking. The bottom is too big. We must adjust the material flow. This is part of the hardware process. It ensures stable process parameters. When I was in Saudi Arabia, I helped a client who was wasting 20% of their material at start-up. We fixed their inspection routine, and their waste dropped to 5%. This is why I am here to help you.
Why Inspections Before LED Extrusion Are Essential
Inspections before you start the full run are vital for quality. You must check the shape of the silicone as it leaves the mold. Is it too small on top? Is it too wide at the bottom? These are basic questions. But the answers tell you how to adjust your machine. I know well about the CNC process used to make the molds. If the material does not fill the mold correctly, the 1615 profile or 1212 profile will look wrong. I have visited many factories in Russia and Vietnam. The successful ones always spend time on these start-up inspections. They check the pressure and the temperature. They make sure the hardware process is working perfectly.
A good inspection saves money. If you find a problem early, you don’t have to stop the machine later. Stopping and starting is bad for the machine. It is like climbing a snow mountain. You want to keep a steady pace. If you stop too often, you get tired and make mistakes. My interest in economics helps me see the big picture. One hour of downtime can cost a factory thousands of dollars. I help my business team understand this value. We teach our clients to be precise. We teach them to look at the details of the surface treatment technique. If the start is good, the whole run will be good.
Adjusting Material Proportions for Shape Accuracy
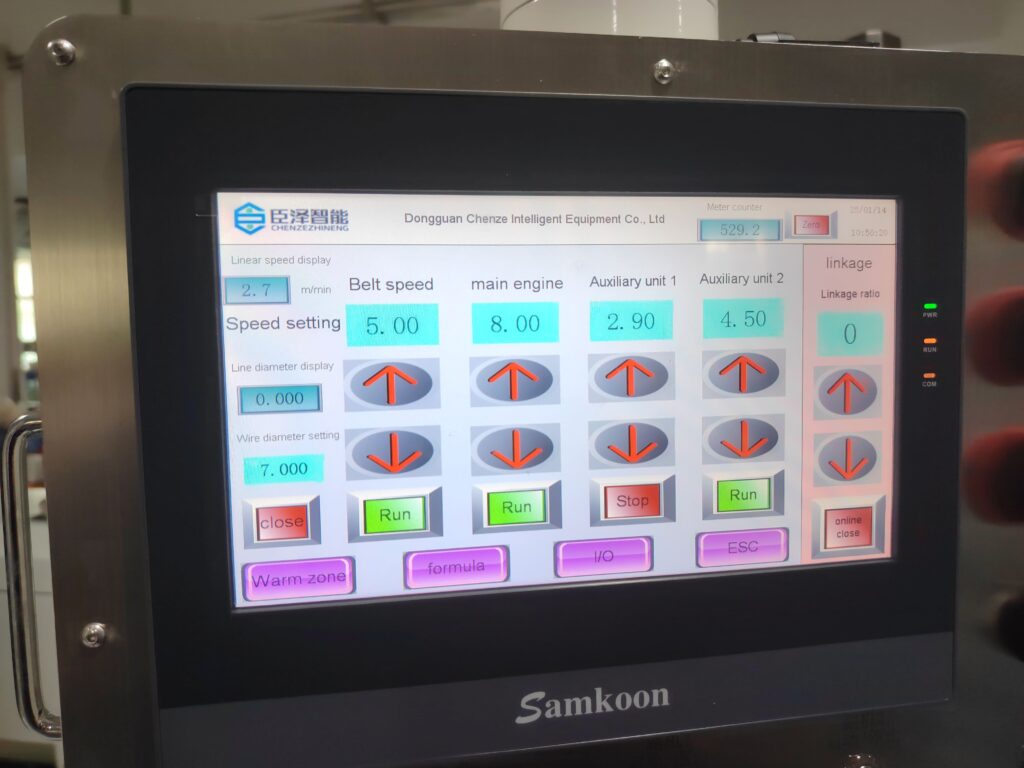
Adjusting material proportions is a technical task. In the video, we see the top of the silicone shrinking. This means we need more material on the top. We call this adjusting “Small” and “Big” parameters. We might change a setting from 0.5 to 0.6. This small change makes the silicone expand. It fills the top part of the mold. This makes the light-emitting surface bigger. This is very important for uniform optical properties. If the surface is not big enough, the light will not be even. I have plenty of experience with this from my time in the Philippines. We had to adjust the proportions for a very specific 1010 profile.
You must feel the silicone. In the video, I say “You can feel it.” Experience is key here. You can see if the bottom is too fat. If it is too fat, you reduce the speed of that specific extruder. This is the beauty of automated silicone extrusion. You can control each part of the process. I think about my basketball team when I do this. Every extruder is like a player. They must all work at the right speed to win the game. If one extruder is too fast, the whole profile is ruined. I use my knowledge of hardware and CNC to make these adjustments easy for my clients. I want them to have a smooth surface quality every time.
How to Handle Shrinkage and Expansion at Start-up
Shrinkage is a common problem when you start a machine. The silicone is not yet at the perfect temperature. The mold is still getting warm. You must adjust the material flow to compensate. In the video, we see the top is small. We increase the speed of the “Big” extruder to 6. This pushes more material to the top. It “stretches” the profile. This is a clever surface treatment technique. It fixes the shape before the material sets. I learned this through years of on-site installation training in places like Malaysia and Cambodia. Every environment is different.

In India, the humidity was very high. This affected how the silicone expanded. We had to adjust the proportions differently than in the cold factories of Russia. This is where my career story becomes useful. I have seen how weather and factory conditions change the process. I know how to solve these problems. I help my business team create a checklist for different climates. We want our clients to succeed no matter where they are. We use simple, direct steps to explain these adjustments. We want the operators to feel confident. Confidence leads to high-quality manufacturing.
Maintaining Stable Process Parameters for Quality
Stable process parameters are the goal of every factory. Once you find the right material proportions, you must keep them. You should not change things every five minutes. Let the machine run. Watch the results. In the video, we check if the silicone fills the two sides of the mold. If it “runs full,” the profile is OK. This means the pressure is balanced. I use my knowledge of international business practice to teach these standards. Quality must be consistent. A customer in Europe wants the same quality as a customer in Asia.
I read a lot about economics and global trade. I know that quality is the best way to keep a customer. If your LED profile has uniform optical properties, the customer will come back. This is why the start-up inspections are so important. They set the standard for the whole production. I think of it like my cycling trip in Hainan. If we start with the right speed and the right plan, we reach our goal safely. If we start in a mess, we will have problems all day. I help my clients build a business team that values stability. We look for long-term success.
The Role of Teamwork in Extrusion Start-up
Teamwork is essential during the start-up phase. One person watches the machine settings. Another person checks the silicone as it comes out. They must talk to each other. In the video, you can hear us discussing the adjustments. “Is it big enough? Should we add more?” This communication is what I love about playing basketball. You must know what your teammate is doing. I have trained business teams in many countries. I always emphasize communication.
During my on-site installation training in Vietnam, I saw a team struggling. They were not talking. The machine settings were wrong, but the inspector did not say anything. We stopped the line. We sat down and talked. I showed them how to work as a team. We fixed the material proportions together. By the end of the day, they were producing perfect LED strips. This made me very happy. It reminded me of my two sons working together to build a toy. Teamwork makes everything easier. I bring this spirit to every factory I visit.
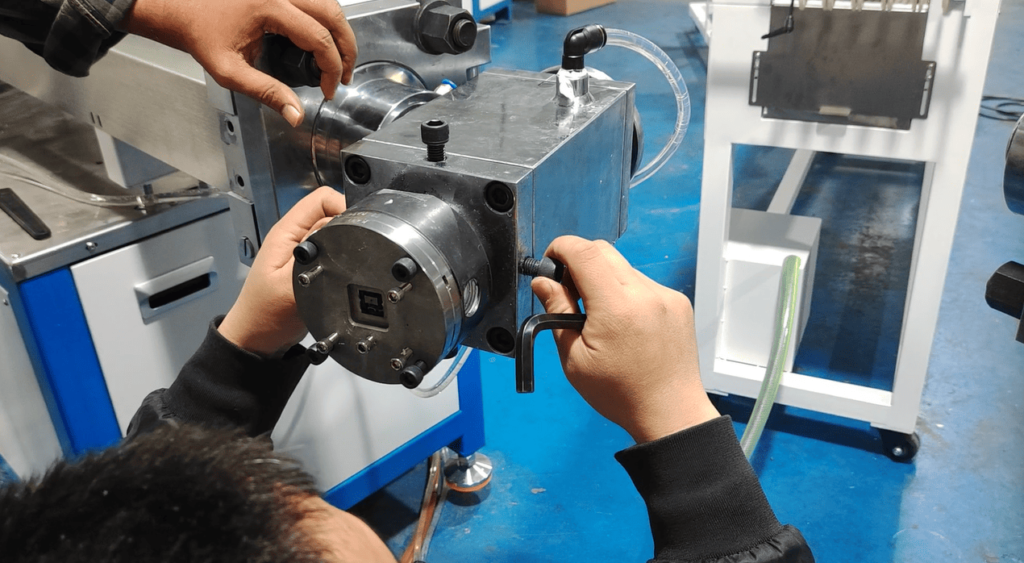
Professional Calibration of Hardware and Mold
Calibration is a big part of the hardware process. The mold must be aligned perfectly. The extruders must be calibrated to the right speed. In the video, we look at how the strip passes through the mold. If the strip is not centered, the silicone will be uneven. I know well about CNC processes because that is how these molds are made. Precision is everything. If the mold is off by 0.1mm, the light will look different. I have plenty of experience solving these manufacture problems.
When I visit a factory in Saudi Arabia or India, I check the hardware first. I look for wear and tear. I look for dirt. A clean machine is easier to calibrate. I use my experience in creating products to show the workers what to look for. We look at the surface treatment technique. Is it smooth? Is it shiny? These are signs of a well-calibrated machine. I want my clients to have the best tools. This is why I stay updated on the latest technology. I read technical journals and visit international trade shows. I bring the best knowledge back to your factory.
Solving Manufacture Problems from Start to Finish
I am not just a salesman. I am a solution provider. If you have a problem with your LED strip light extrusion machine, I can fix it. I have been in this industry for 7 years. I have seen almost every problem. From material proportions to hardware failure, I have a solution. I have experience in international business practice. I know how to ship parts quickly. I know how to provide remote support. But most of all, I know how to come to your factory and fix the problem in person.
My hiking trips to snow mountains have prepared me for hard work. I don’t give up. If a machine is not working right, I stay until it is. I remember a factory in the Philippines where the machine was producing bad material for three days. I arrived and found that the material proportions were completely wrong. We adjusted them, and within two hours, the product was perfect. This is the value of my experience. I save you time and money. I help your business team thrive.
Mastering material proportions and critical inspections is the only way to ensure high-quality LED profiles. Whether you are producing 1615 or 1212 profiles, you must be precise. I am Eason, and I have the 7 years of experience needed to guide you through this process. From my family cycling trips to my professional training sessions in Saudi Arabia and Russia, I have learned that the best results come from teamwork and attention to detail.
We have discussed why inspections are essential and how to adjust for shape accuracy. We have looked at how to handle shrinkage and the importance of stable process parameters. Remember, your machine is a partner. If you treat it with respect and perform the right inspections, it will reward you with high surface quality and uniform optical properties. I am ready to help you solve any problems from manufacture to your factory. Let’s work together to build a successful future for your business team.
- Hiring the Perfect Extrusion Engineer in 2026: A Blueprint for Your LED Silicone Production Line
- Mastering the Factory Acceptance Test: A Live Guide to Silicone LED Strip Machine Commissioning
- Zero Waste Strategy: How to Reuse Tail Materials in Silicone LED Strip Extrusion
- Passing the Torch: Teaching Silicone LED Strip Extrusion Training to the Next Generation
- Global Crisis: How the Iran Conflict is Reshaping Silicone LED Strip Production Costs