Are you worried about color bleeding or pressure issues in your three-color neon flex production? Many factory owners in cold regions like Russia face big challenges with material viscosity and machine synchronization. You can solve these problems with the right setup and professional training. I went to St. Petersburg to help a client set up their new production linein Sep 2025. We used our advanced LED silicone strip extrusion machine to create high-end 1615 neon flex. This project showed me that technical skill and teamwork are the most important factors for success.

To run an LED silicone strip extrusion machine for three-color production, you must synchronize three screw barrels through a central PLC. You also need to balance the pressure inside the fusion zone of the mold. Proper heating and vacuum control are essential to prevent air bubbles and uneven edges. Our on-site training helps your team master these technical steps so you can produce perfect neon flex without waste.

My name is Eason and I am a sales engineer for LED silicone strip extrusion machine solutions. I have worked in this industry for over five years. I have two sons who love to play with the LED samples I bring home. When I am not in the factory, I like to go hiking or play basketball with my friends. These hobbies teach me about balance and steady progress. I am also very interested in global economics. I enjoy seeing how our machines help factories in different countries grow. This trip to St. Petersburg was a great experience. The weather was very cold but the people were very warm. I stayed there for 14 days to make sure everything was perfect. You can see our latest LED silicone strip extrusion machine models on our website.
Solving the pressure imbalance in the LED silicone strip extrusion machine
I arrived in St. Petersburg in the middle of autumn. The city was cold yet. It was very beautiful. But the cold weather was a problem for the silicone material. Silicone becomes thicker and harder to move when it is cold. This changes how the LED silicone strip extrusion machine behaves. My client was worried about uneven material flow. When you make a three-color strip, you have three different silicone materials. They all meet inside one mold. If the pressure is not equal, one color will push into the other. This creates a messy edge. I spent the first two days checking the heating systems. We needed to make sure the silicone was at the right temperature before it entered the screw barrel.
I used my experience with CNC processes to look at the mold design. I saw that the internal paths needed a small adjustment. I explained to the Russian engineers that we must balance the flow. If the transparent layer is too fast, the white base will look thin. I like to think of this like a basketball game. All five players must be in the right place at the right time. If one player is too fast, the play fails. We used digital pressure gauges on the LED silicone strip extrusion machine to see the real-time data. We found that the middle barrel had 10% more pressure than the side barrels. I showed the team how to use the fine-tuning valves. We turned the screws very slowly. After a few hours, the flow became steady. The “opacifying edge” became sharp and clean. This is the kind of detail I teach during my 14 days of on-site training. I want your team to understand the “why” behind every adjustment.
How to synchronize three barrels on the LED silicone strip extrusion machine
The heart of a three-color production line is synchronization. You have three separate motors and three separate screws. They must work as one unit. In St. Petersburg, we set up a large LED silicone strip extrusion machine with a centralized PLC system. This is a huge work of electronic calibration. I brought our lead electronic engineer with me to help. We had to connect all three extruders to a single control screen. This allows the operator to change the speed of all three machines with one button. If you change the speed of one machine manually, you will get “unshaped” strips. This happens because the ratio of the three materials changes.
I told the Russian team a story about my two sons. They often try to build Lego towers together. If they don’t move their hands at the same speed, the tower falls over. The LED silicone strip extrusion machine is just like that Lego tower. We used high-precision servo motors to keep the RPM stable. I checked the torque levels on each barrel. If the torque is too high, it means the silicone is too cold. If it is too low, the screw might be slipping. I enjoy reading about international business practices. I know that time is money for my clients. If the machines are not synced, you waste hours of production time every day. We spent a lot of time testing the “auto-sync” feature. We ran the machine at 5 meters per minute and then jumped to 10 meters per minute. The colors stayed perfectly aligned. This gave the client a lot of confidence in our equipment.

Working with Russian engineers on the LED silicone strip extrusion machine setup
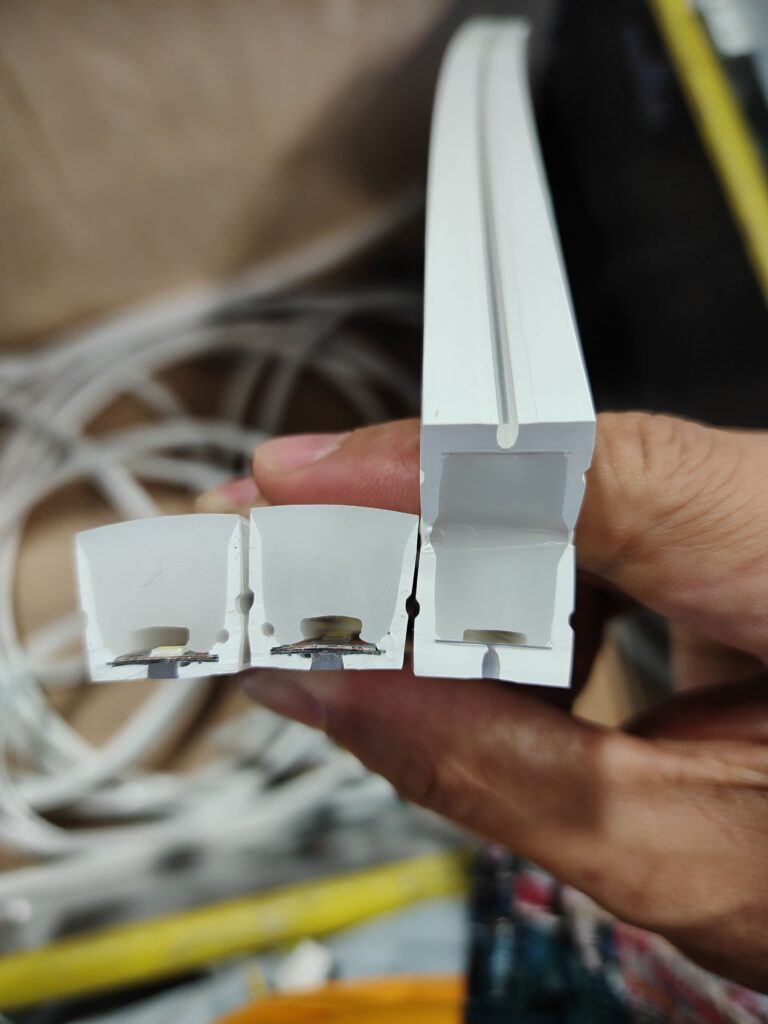
The engineers in St. Petersburg were very smart. They had a lot of experience with hardware and CNC. But they were new to silicone co-extrusion. Silicone is a very “live” material. It changes its mind often. I spent many hours in the workshop talking with them. We used a translator, but we also used our hands to describe the flow of the material. I find that technical people can communicate even without words. We looked at the cross-sectional shape detection together. I showed them how to use a digital caliper to check the 16mm width. If the width is 16.2mm, it will not fit the aluminum profile. This is a serious defect.
I like to visit different factories because I learn something new every time. In Russia, they are very careful and precise. They wanted to know the exact surface treatment technique we used for the mold. I explained that we use S136 stainless steel. We polish it to a mirror finish. This reduces friction inside the LED silicone strip extrusion machine. Less friction means less heat buildup. This is very important for the transparent silicone. If the silicone gets too hot, it turns yellow. I am very interested in politics and I see how trade builds bridges between people. Working with the Russian team was like building a bridge. We shared our knowledge and we solved the problems together. By the end of the first week, they could dismantle the mold and clean it in 30 minutes. This made me very proud. I always tell my clients that I am not just selling a machine. I am sharing my 5 years of experience to help you form a productive force.
Fixing air bubbles in the LED silicone strip extrusion machine output
Air bubbles are the number one enemy of high-quality neon flex. They make the light look uneven. They also make the strip look cheap. In St. Petersburg, we saw some “bubbles in LED strip” during the first test run. The client was worried. They thought the material was bad. I used my critical thinking skills to analyze the situation. We checked the vacuum pump on the LED silicone strip extrusion machine. The vacuum level was at -0.06Mpa. This was not enough for the thick silicone in a cold workshop. We needed a stronger pull to remove the trapped air.
I remember a hiking trip I took last summer. The air was thin at the top of the mountain. It was hard to breathe. Inside the screw barrel, the silicone feels the same way. It needs the air to be pulled out so it can be solid. We adjusted the vacuum system to -0.09Mpa. We also checked the seals on the feeding hopper. We found a small air leak. Once we fixed the leak and increased the vacuum, the bubbles disappeared. The silicone became crystal clear. I showed the workers how to check the “bubbles inside defects” using a high-power flashlight. This is a key part of my training. I want the workers to be their own quality control. I read a lot of books about manufacturing efficiency. I know that if you find a bubble early, you save money. If the bubble goes to the customer, you lose a reputation. Our LED silicone strip extrusion machine is designed to prevent these issues from the start.
Why material gaps happen in the LED silicone strip extrusion machine
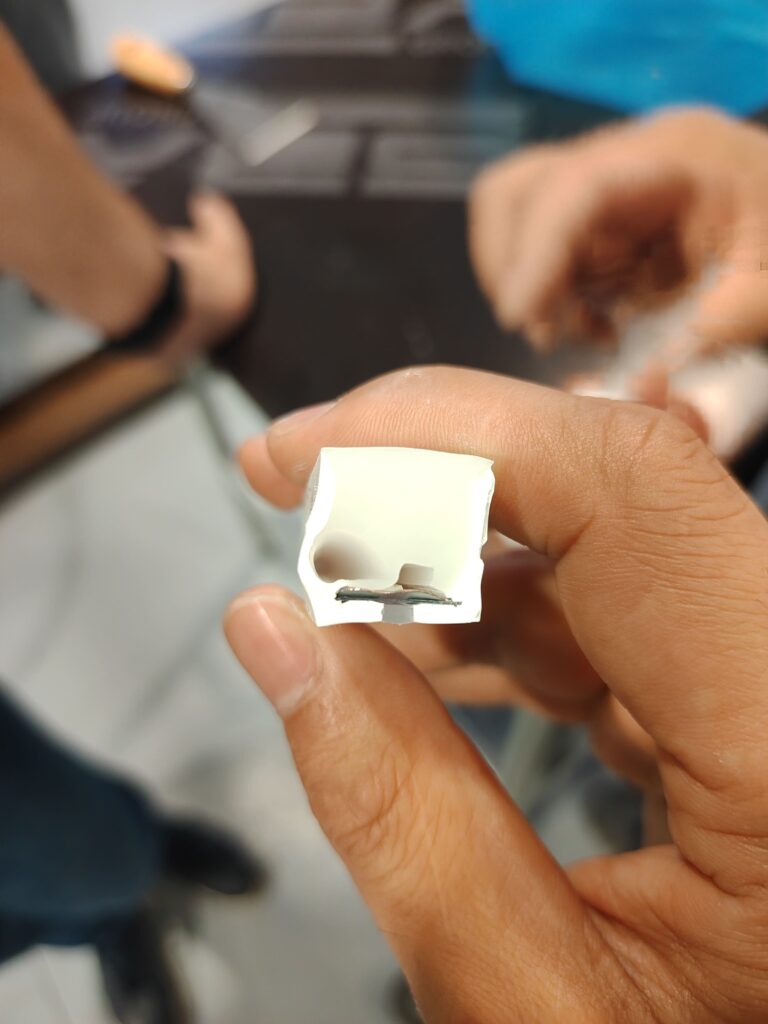
A material gap is when the silicone does not cover the LED board completely. This is a very dangerous defect. It can cause a short circuit or let water inside. In St. Petersburg, the client was making a strip for an outdoor project near the Neva River. The humidity is very high there. They needed a perfect IP67 seal. During the setup, we saw a “material gap on LED strip” every 10 meters. It looked like the silicone was “stuttering” as it came out of the mold.
I explained that this is usually a tension problem. The LED strip is being pulled through the LED silicone strip extrusion machine. If the puller is too fast, it creates a vacuum pocket behind the LED board. If the puller is too slow, the board folds. I think of this like a basketball fast break again. You have to pass the ball at the exact speed of the runner. We used a servo-controlled tensioner to solve this. We synced the tensioner to the main screw speed. I used my interest in economics to explain the value of this system. A strip with a gap is worth zero. A strip with a perfect seal is worth a premium price. The Russian engineers were very happy when we ran 100 meters without a single gap. I told them that this “seamless support” is what makes our brand special. We stay on-site to find these small problems before they become big losses.

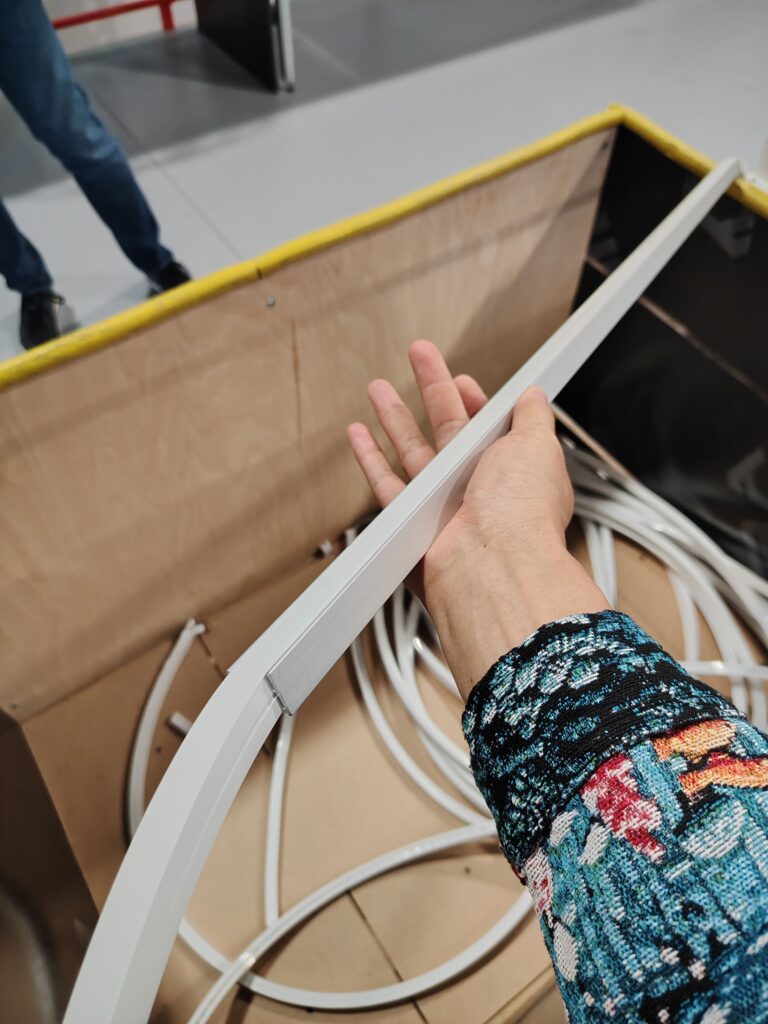
Achieving the perfect shape with the LED silicone strip extrusion machine
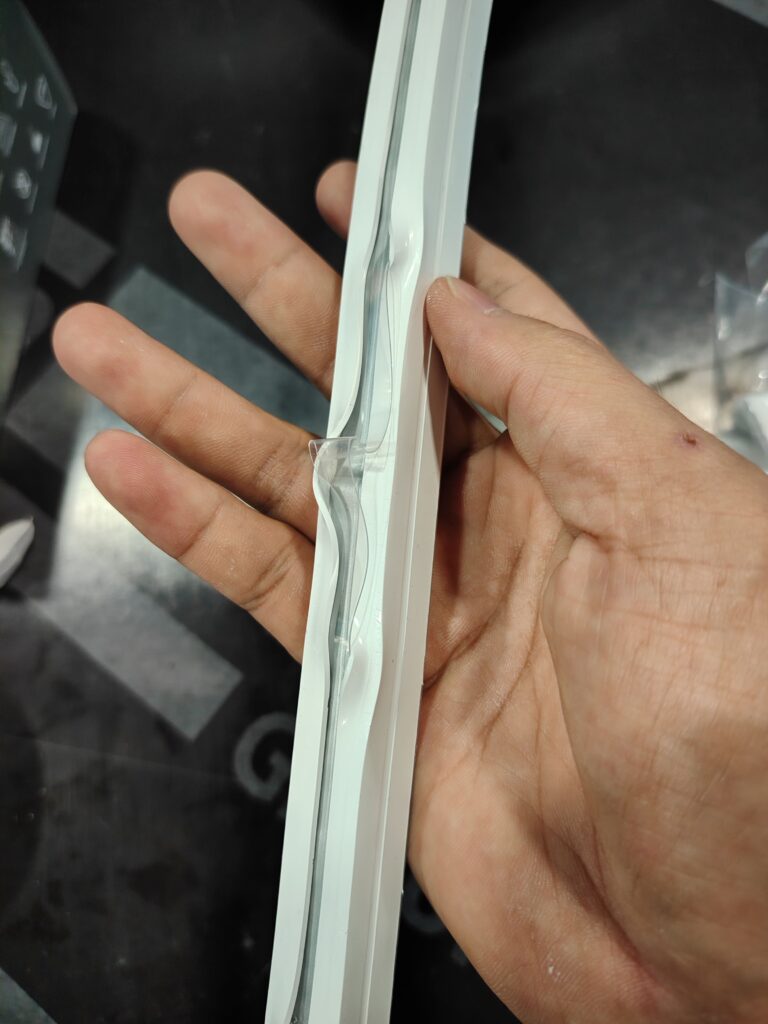
The final shape of the neon flex is what the customer sees. If the strip is “unshaped” or wavy, it looks bad. In St. Petersburg, we were making the 1615 profile. It is a large, rectangular strip. It has a lot of surface area. If the cooling is not right, the sides will sink in. I saw the workers touching the strip as it came out. It was still too soft. I showed them the “a silicon unshape by hand touching” defect. You must never touch the strip until it is fully cured in the cooling tank.
I used my experience with hardware processes to improve the cooling. We increased the water flow in the first five meters of the tank. We also used a special vacuum sizing tool inside the tank. This tool pulls the silicone against the walls of the cooling jacket. This keeps the shape perfectly square. I have two sons, and I tell them that you must be patient to get the best result. In extrusion, patience means letting the material cool properly. I am very interested in the hardware process of the mold. We used a special surface treatment on the sizing tool to prevent the silicone from sticking. This made the surface of the neon flex very smooth and matte. Aleksei, the lead engineer, was very impressed with the final look. He said it was better than the samples they bought from Europe. This is why I love my job. I love seeing our LED silicone strip extrusion machine produce world-class products in any country.

Training staff on the LED silicone strip extrusion machine in St. Petersburg
The last three days of my trip were for training. I believe that a machine is only as good as the person who runs it. I gathered all the operators and we went through the whole process. We started from material feeding and went all the way to the final inspection. I showed them how to look for “uneven silicon material extrusion bottom defects.” We talked about how to clean the screws without damaging them. This is a very important skill. If you scratch the screw, you will have bubbles forever.
I used simple language and a lot of demonstrations. I like reading about education and I know that people learn by doing. I had each operator take the mold apart and put it back together. I watched them adjust the RPM on the LED silicone strip extrusion machine. I wanted to see that they could “feel” the machine. I told them that I would be back in China soon, so they must be the experts now. I provide a full machine proposal that includes these training manuals. I also stay in touch via WhatsApp to answer any questions. I know that international business is about long-term relationships. I want this factory in St. Petersburg to be a leader in the Russian market. When I left, they gave me a small Russian doll to take home to my sons. It was a very kind gesture. I know that we have solved the technical problems from my manufacture to their factory. They are now a productive force.

In conclusion, setting up an LED silicone strip extrusion machine in a place like St. Petersburg requires a deep understanding of both the machine and the environment. We solved the pressure imbalance by fine-tuning the mold. We eliminated bubbles by optimizing the vacuum system. We fixed material gaps by synchronizing the tension control. Most importantly, we built a strong technical team through hands-on training. I am proud of the 1615 neon flex we produced. It is a perfect example of what is possible when you have the right equipment and the right expertise. If you are ready to upgrade your production line, I am here to help you every step of the way.
Are you ready to finalize your order for a new production line? Don’t let technical hurdles stop your progress. Whether you need a 3-color co-extrusion setup or a simple single-color line, I am ready to provide a custom machine proposal. I will travel to your factory to ensure your success. Send me your LED samples or drawings today, and let’s start this journey together.
Visit Silicon Extrusion Tech for a Quote
- Hiring the Perfect Extrusion Engineer in 2026: A Blueprint for Your LED Silicone Production Line
- Mastering the Factory Acceptance Test: A Live Guide to Silicone LED Strip Machine Commissioning
- Zero Waste Strategy: How to Reuse Tail Materials in Silicone LED Strip Extrusion
- Passing the Torch: Teaching Silicone LED Strip Extrusion Training to the Next Generation
- Global Crisis: How the Iran Conflict is Reshaping Silicone LED Strip Production Costs